ESD静电保护二极管焊接时需要区分方向和极性吗?
一、ESD二极管极性概述
1.1 单向与双向ESD二极管的基本区别
ESD静电保护二极管根据其内部结构和工作原理可分为两种主要类型:
单向ESD二极管(Unidirectional):
- 具有明确的阳极(Anode)和阴极(Cathode)
- 仅能在一个方向上提供ESD保护
- 典型型号:ESD5Z6V8T1G、PESD5V0S1BA
双向ESD二极管(Bidirectional):
- 无固定极性,两端对称
- 可在两个方向上提供ESD保护
- 典型型号:ESD9B5.0ST5G、SRV05-4
1.2 极性识别的重要性
正确识别ESD二极管的极性对电路保护至关重要:
- 错误极性连接会导致:
- 保护功能失效
- 可能损坏被保护器件
- 系统在ESD事件中无法提供有效保护
二、极性识别方法
2.1 封装标记解读
2.1.1 常见封装极性标记
| 封装类型 | 单向二极管标记 | 双向二极管标记 |
|---|---|---|
| SOD-323 | 阴极侧有色带/凹槽 | 无极性标记 |
| SOD-523 | 阴极侧有凹点 | 完全对称 |
| SOT-23 | 阴极侧有凹槽 | 无极性特征 |
| DFN | 阴极侧有极性标记 | 无标记或对称 |
2.1.2 实际识别示例
SOD-323单向二极管:
- 阴极:有颜色条带(通常为黑色)
- 阳极:无标记端
SOT-23双向二极管:
- 两端完全对称
- 无任何极性标记
2.2 万用表检测法
当封装标记不清晰时,可使用数字万用表二极管档检测:
- 将万用表调至二极管测试档(显示单位为V)
- 红表笔接一端,黑表笔接另一端,记录读数
- 交换表笔,记录第二个读数
- 结果判断:
- 单向二极管:一次显示0.5-0.7V,另一次显示"OL"(开路)
- 双向二极管:两次测量结果相同(通常都显示"OL")
三、焊接注意事项
3.1 单向ESD二极管焊接流程
识别极性:
- 确认PCB上的极性标记(通常为"K"或阴极标识)
- 对照二极管封装上的极性标记
焊接准备:
- 使用温度可控焊台(建议300-350℃)
- 推荐使用含银焊锡(Sn96.5Ag3Cu0.5)
焊接操作:
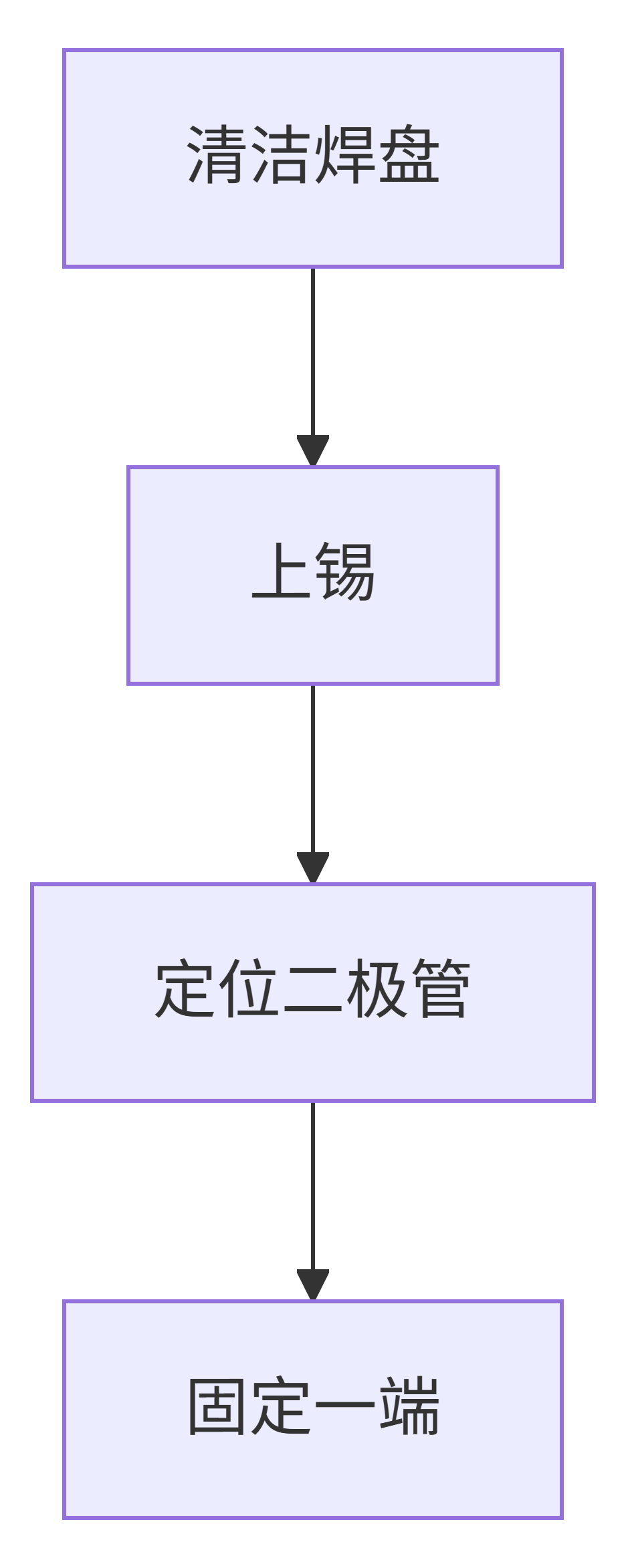
焊接后检查:
- 使用放大镜检查极性是否正确
- 测量两端电阻,确认无短路
3.2 双向ESD二极管焊接要点
虽然双向二极管无极性要求,但仍需注意:
- 保持对称布局,避免引入寄生参数
- 引脚长度尽量一致(差异<0.5mm)
- 推荐使用热风枪焊接,确保两端受热均匀
四、常见错误及后果
4.1 极性接反的后果
| 错误类型 | 可能后果 | 故障表现 |
|---|---|---|
| 单向二极管反接 | 失去保护功能 | ESD事件导致IC损坏 |
| 双向二极管不对称焊接 | 保护性能下降 | 系统EMC测试失败 |
| 焊接温度过高 | 器件损坏 | 漏电流增大 |
4.2 典型故障案例
案例1:某智能手表USB接口保护
- 问题:ESD二极管(单向)焊接反向
- 现象:插拔USB时频繁死机
- 分析:ESD事件直接冲击主控芯片
- 解决:重新焊接正确极性后通过8kV接触放电测试
案例2:工业控制器RS485保护
- 问题:双向ESD二极管焊接不对称
- 现象:通信误码率高
- 分析:寄生电容不平衡导致信号失真
- 解决:重新布局并对称焊接后恢复正常
五、专业焊接建议
5.1 手工焊接技巧
温度控制:
- 铅锡焊料:300±20℃
- 无铅焊料:350±20℃
- 焊接时间:<3秒/引脚
静电防护:
- 使用防静电焊台
- 操作人员佩戴防静电手环
- 工作台铺设防静电垫
焊点质量:
- 表面光滑呈凹面状
- 无虚焊、冷焊现象
- 焊料覆盖引脚90%以上
5.2 回流焊参数建议
| 温度区间 | 温度(℃) | 时间(秒) |
|---|---|---|
| 预热区 | 150-180 | 60-90 |
| 浸润区 | 180-220 | 60-120 |
| 回流区 | 峰值245-260 | 20-40 |
| 冷却区 | <5℃/秒 | - |
注:对于微型封装(如DFN1006),峰值温度应降低10-15℃
六、验证与测试
6.1 焊接后检测方法
目视检查:
- 极性方向(单向二极管)
- 焊点完整性
- 无桥接短路
电气测试:
- 反向漏电流测试(<1μA@额定电压)
- 触发电压测试(符合规格书要求)
功能验证:
- 使用ESD枪进行接触放电测试
- 系统级ESD测试(IEC61000-4-2)
6.2 常用测试设备
| 测试项目 | 推荐设备 | 测试条件 |
|---|---|---|
| 极性验证 | 数字万用表 | 二极管测试档 |
| 漏电流 | 高阻计 | 额定工作电压 |
| ESD保护 | ESD模拟器 | 8kV接触放电 |
七、总结与建议
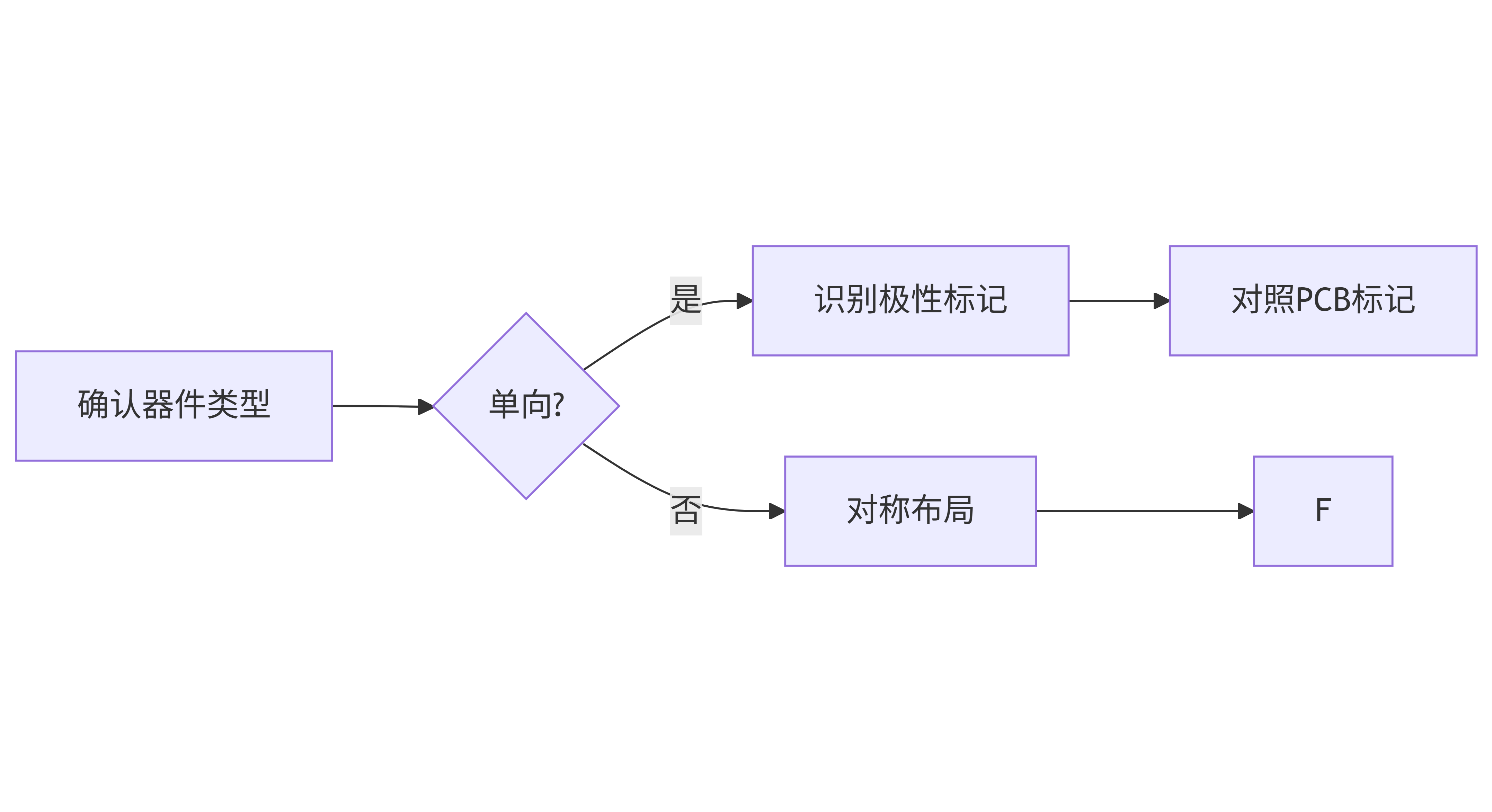
极性判断黄金法则:
- 先确认器件是单向还是双向
- 单向必查极性,双向注意对称
- 不确定时查阅规格书或测量验证
焊接最佳实践:
维护建议:
- 建立极性识别标准作业流程(SOP)
- 对新封装类型进行焊接验证
- 定期校准焊接设备
扩展知识:
- 对于阵列型ESD器件(如4/8通道),需注意每个通道的极性
- 某些特殊封装(如Flip-Chip)需借助显微镜辅助焊接
通过严格遵守上述规范,可确保ESD保护二极管发挥最佳保护性能,提高产品的可靠性和抗静电能力。















)


)
